
1 ╔·«a╣ż╦ć╝░┼┼╬█
įōÅS╔·«a╣ż╦ć╝░ÅU╦«┼┼Ę┼ŪķøręŖłD1ĪŻ
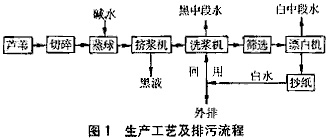
2 ÅU╦«╦«┘|
ÅU╦«ų„ę¬üĒį┤ė┌öDØ{ÖCĄ─║┌ę║ĪóŽ┤Ø{ÖCĄ─║┌ųąČ╬╦«ĪóŲ»░ūÖCĄ─░ūųąČ╬╦«║══Ō┼┼░ū╦«Ż¼Ųõųą║┌ę║×ķ2000m3/dŻ¼ųąČ╬╦«(░³└©║┌Īó░ūųąČ╬╦«║══Ō┼┼░ū╦«)×ķ16000m3/dŻ¼Ė„ĘNÅU╦«╦«┘|ęŖ▒Ē1ĪŻ
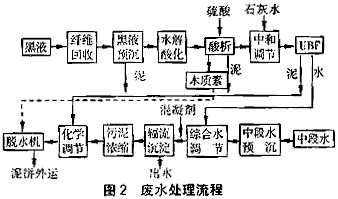
▒Ē1 ÅU╦«╦«┘|╝░┼┼Ę┼ś╦£╩
«öĄžŁh▒Ż▓┐ķTę¬Ū¾įōįņ╝łÅSŽ▐Ų┌╠Ä└Ē╦∙┼┼ÅU╦«Ż¼▓ó▀_ĄĮĪČįņ╝ł╣żśI╦«╬█╚Š╬’┼┼Ę┼ś╦£╩ĪĘ(gb3544Ī¬92)ųąĄ─ę╗╝ēś╦£╩Ż¼┐é┼┼┐┌Ž┬ė╬1km╠ÄĄ─š¶╦«║ė╦«╦«┘|ę¬▀_ĄĮĪČĄž├µ╦«ŁhŠ│┘|┴┐ś╦£╩ ĪĘ(gb 3838Ī¬88)ųąóŻŅÉ╦«┘|ś╦£╩ĪŻ
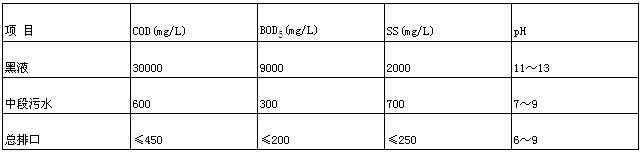
3 ╠Ä└Ē┴„│╠
Ė∙ō■įōÅSĄ─īŹļHŪķørŻ¼▓╔ė├Ž╚╠Ä└Ē║┌ę║į┘┼cųąČ╬╦«(║¼═Ō┼┼░ū╦«)║Ž▓ó╠Ä└ĒĄ─ĘĮĘ©Ż¼╝┤Ž╚īó║┌ę║╦ß╗»╗ž╩š─Š┘|╦ž▓óĮøģÆč§╔·╗»╠Ä└Ē║¾Ż¼į┘┼cųąČ╬╦«Īó░ū╦«╗ņ║Ž▓ó╝ė╚ļ╗ņ─²ä®▀Mąą╗ņ─²│┴ĄĒŻ¼╠Ä└Ē┴„│╠ęŖłD2ĪŻ
š¶ų¾Ø{┴Žė╔š¶Ū“ē║╚ļćŖ╣▐ā╚Ż¼Č©┴┐▒├ĄĮ╦«ŲĮĦ╩ĮŽ┤Ø{ÖC▀Mąą─µ┴„Ž┤Ø{Ż¼Ž┤│÷Ą─║┌ę║Įø└wŠS╗ž╩š│ž▀MŅA│┴│žŻ¼į┘┼┼╚ļ╦«ĮŌ╦ß╗»│žŻ¼Ę┤æ¬ų«║¾▒├╚ļ╦ß╬÷│žŻ¼Įø╝ė╦ßĪóē║×VĄ╚╠Ä└Ē▓ó╗ž╩š─Š┘|╦žŻ¼×Vę║┼c╦ߎ┤╠Ä└Ē╦«į┘Įø▀^═Č╝ė╩»╗ę╦«š{╣ØphųĄĪó╚ź│²┤¾▓┐Ęų┴“╦ß¹}║¾▒├╚ļubfģÆč§Ę┤æ¬Ų„▀MąąģÆč§╠Ä└ĒŻ¼ų«║¾╗ņ╚ļųąČ╬╦«Š∙┘|š{╣Ø│žŻ¼Š∙┘|š{╣Ø║¾Ą─ŠC║Ž╦«Įø═Č╝ė╗ņ─²ä®║¾į┘┼┼╚ļ▌Ś┴„│┴ĄĒ│žĘųļxŻ¼│┴ĄĒ║¾Ą─╔ŽŪÕę║┐╔▀_ś╦┼┼Ę┼Ż¼│žĄū╬█─Ó┐┐╣╬─ÓÖC║═ųž┴”┼┼╚ļ╬█─ÓØŌ┐s│žŻ¼ĮøØŌ┐s║¾╝ė╗ņ─²ä®▀Mąą╗»īWš{╣ØŻ¼į┘ė├ē║×VÖC├ō╦«│╔×ķ║¼╦«┬╩╝s×ķ70%Ą──Ó’×═Ō▀\ĪŻ
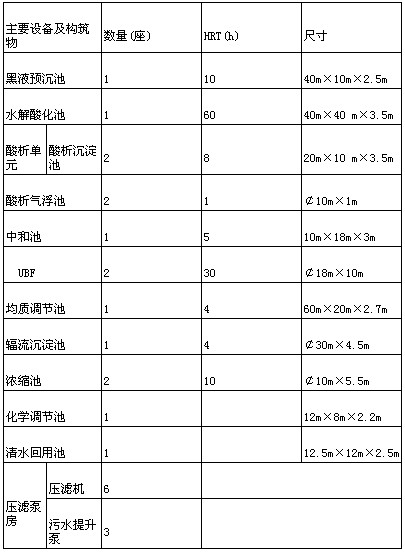
4 ų„ę¬įOéõ╝░śŗų■╬’
ų„ę¬įOéõ╝░śŗų■╬’Ą─įOėŗģóöĄęŖ▒Ē2ĪŻ
▒Ē2ĪĪ ų„ę¬įOéõ║═śŗų■╬’įOėŗģóöĄ
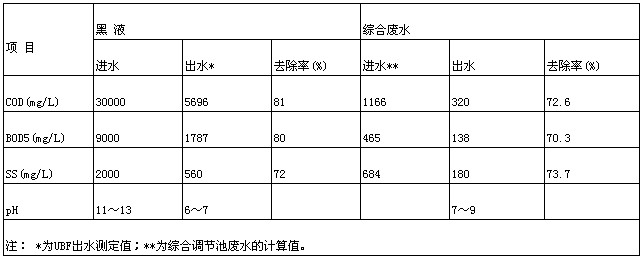
5ĪĪ▀\ąąĮY╣¹
ó┘ ╬„Č╔įņ╝łÅS▓╔ė├╦ß╬÷─Š┘|╦žŻ¼ĮY║Ž╔·╗»Īó╬’╗»Ę©ĮŌøQ┴╦║┌ę║┼cųąČ╬ÅU╦«Ą─╠Ä└Ēå¢Ņ}Ż¼▀\ąąĮY╣¹▒Ē├„Ż¼įōÅS╬█╦«┐é┼┼┐┌ų„ę¬╬█╚Š╬’ųĖś╦▀_ĄĮ┴╦gb3544Ī¬92Ą─ś╦£╩(ęŖ▒Ē3)Ż╗╩▄╝{╦«¾wš¶╦«║ė╬█╚Š┐žųŲöÓ├µ(┐é┼┼┐┌Ž┬ė╬╝s1km)Ą─ų„ę¬╦«┘|ųĖś╦▀_ĄĮ┴╦ć°╝ęęÄČ©Ą─óŻŅÉ╦«┘|ś╦£╩Ż¼Įø╠Ä└Ē║¾Ą─╦«╗žė├┬╩▀_50%ĪŻ
ó┌ ║┌ę║╦ß╬÷╝ė╦ß(╣żśI┴“╦ß)┴┐×ķ0.4%Ż¼╦ß╬÷phųĄ×ķ3Ī½4Ż¼£žČ╚┐žųŲį┌40Ī½50ĪµŻ¼▓ó▓╔ė├╗»īWš{╣ØŽĄĮyęį╠ßĖ▀─Š┘|╦žē║×Vą¦╣¹ĪŻ
ó█ ▓╔ė├Ą─ubfĘ┤æ¬Ų„ųąĄ─╬█─Ó═Ż┴¶ĢrķgŠ∙į┌100dęį╔ŽŻ¼į┌Ė▀žō║╔ĀŅæBŽ┬▀\ąą╚į─▄▒Ż│ų▌^Ė▀Ą─╚ź│²┬╩ĪŻģÆč§Ę┤æ¬ūŅ╝č£žČ╚×ķ30Ī½35ĪµŻ¼Č¼╝Š▒žĒÜ▒Ż│ųį┌15Īµęį╔ŽŻ¼ę“Č°Č¼╝Š└¹ė├š¶ÜŌī”║┌ę║▀Mąą▀m«ö╝ė£žŻ¼═¼Ģrī”ģÆč§Ę┤æ¬Ų„▓╔ė├ę╗Č©Ą─▒Ż£ž┤ļ╩®ęį┤_▒ŻŲõš²│Ż▀\ąąĪŻ
▒Ē3 ŽĄĮy╠Ä└Ēą¦╣¹
ó▄ ╣ż│╠ćŹ╦«═Č┘Y×ķ500į¬/m3Īóš╝Ąž├µĘe×ķ0.42m2/m3Īó▀\ąą│╔▒Š×ķ0.9į¬/m3Ż¼Š∙┤¾┤¾Ą═ė┌ć°ā╚═¼ŅÉ╣ż│╠ĮøØ·ųĖś╦ĪŻ
ó▌ įō╣ż╦ćįOéõ║åå╬Īó╣ż│╠įņārĄ═Īóė├Ąž╩ĪĪó╔Ž±R┐ņĪó▀\ąą│╔▒ŠĄ═Ż¼╠žäe╩Ū▓╔ė├┴╦ubfģÆč§Ę┤æ¬Ų„╠Ä└Ē║┌ę║Ż¼╩Ī╚ź┴╦uasbģÆč§Ę©ųąĄ─╚²ŽÓĘųļxŲ„Ż¼┐╔▓┘ū„ąįÅŖĪóīŹ╩®║åå╬Ż¼ę“┤╦▀m║ŽųąĪóąĪą═ųŲØ{įņ╝łŲ¾śIÅU╦«Ą─ų╬└ĒĪŻ

